








 分享
分享






品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
1000 件 |
有效期至: |
长期有效 |
精度: |
0-1-2-3 |
硬度: |
hb170-240 |
材质: |
ht250 |
详情介绍
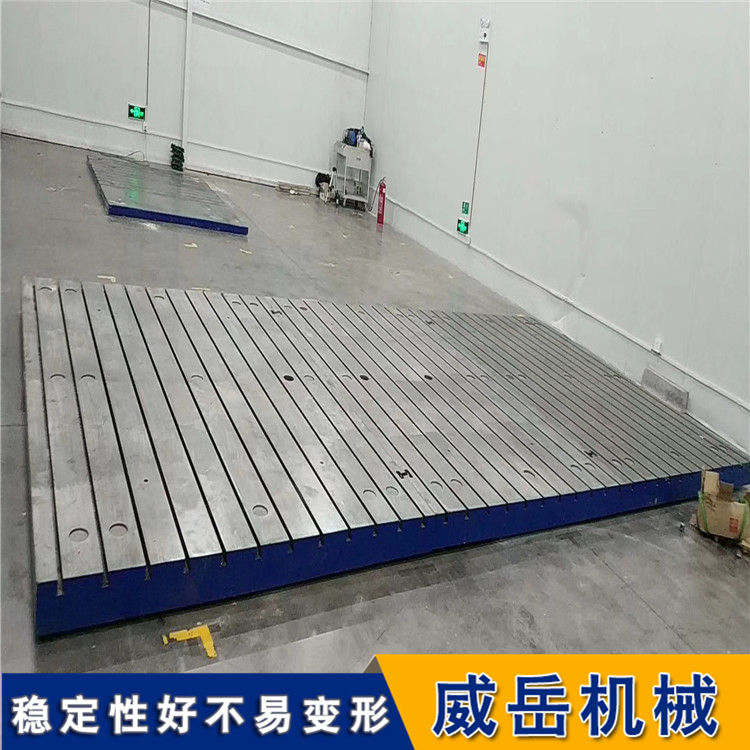
试验平台使用事项及布线点原则
试验平台的基本保养:
1、为了防止试验平台发生的变形,在吊装地轨时,要用四根同样长度的钢丝绳同时挂住上得四个起重孔,平稳吊装在运输工具上。
2、将试验平台支承点垫好、垫平,保证每个支撑点受力均匀,保证整个平稳。
3、试验平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上
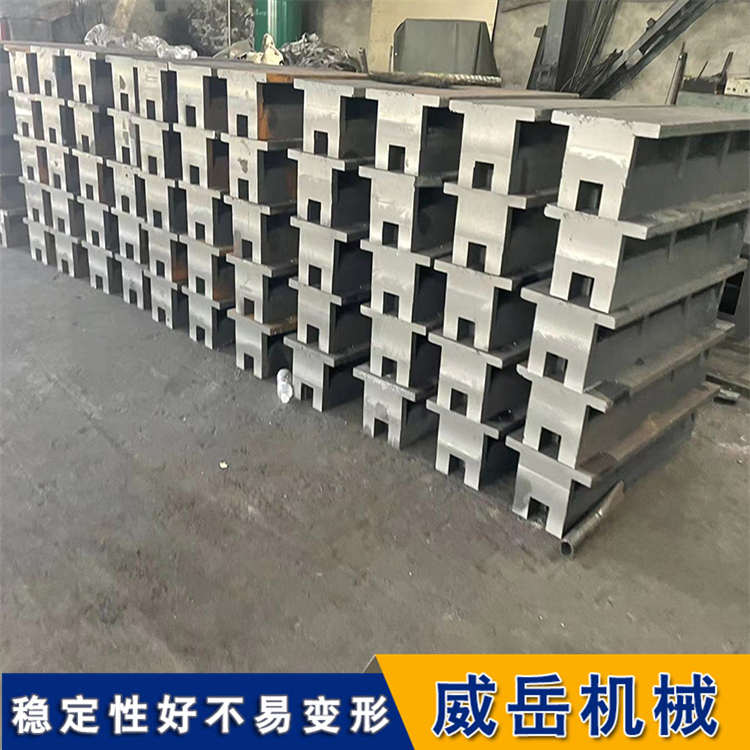
4、应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
5、试验平台按标准实行定期周检,检定周期根据具体情况可为6-12个月
6、安装时将地轨的各个支撑点用调整垫铁垫好、垫实,由技术人员将地轨调整至合格精度。
7、为了防止试验平台整体变形,使用完毕后,要将工件从地轨上拿下来,避免工件长时间对地轨重压造成的变形。
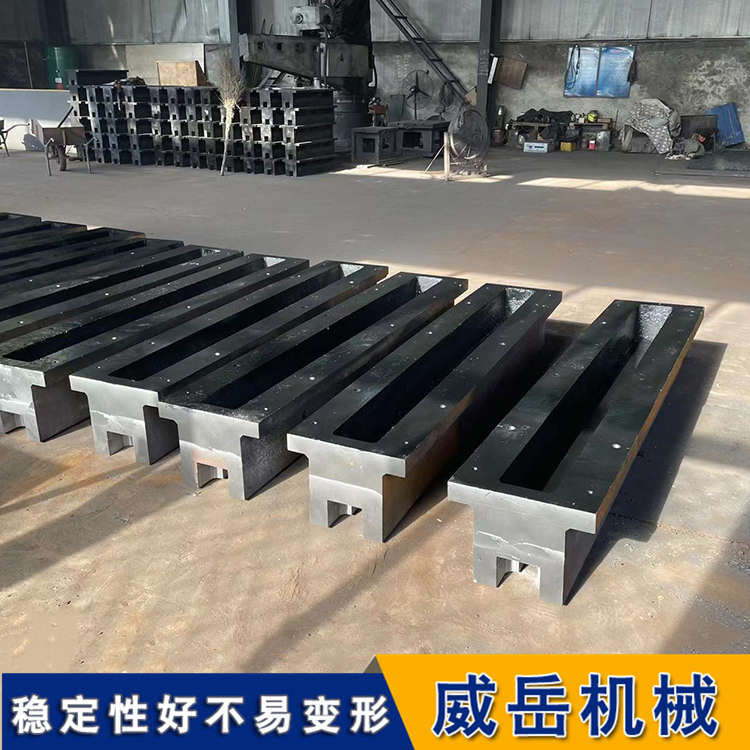
试验平台的用途介绍:提高型砂、芯砂的耐火度。经过试验平台机械加工后的床身铸件,涂漆前用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保去掉表面的油污和其他污物。浇注时不断流。粘砂在试验平台表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的试验平台型砂,致使机床铸件表面粗糙。
1、试验平台树脂砂造型造芯工艺
通过开发无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,广泛应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。树脂泛造型工艺的产品铸铁平板,铸铁方箱,弯板等。
2、水玻璃砂造型造芯工艺
研究水玻璃的净化及改性以提高其粘结性能,开发新型水玻璃砂旧砂回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁平板上的应用。
3、铸造试验平台涂料扩大和加强转移涂料、表面合金化涂料的应用领域和机理研究。
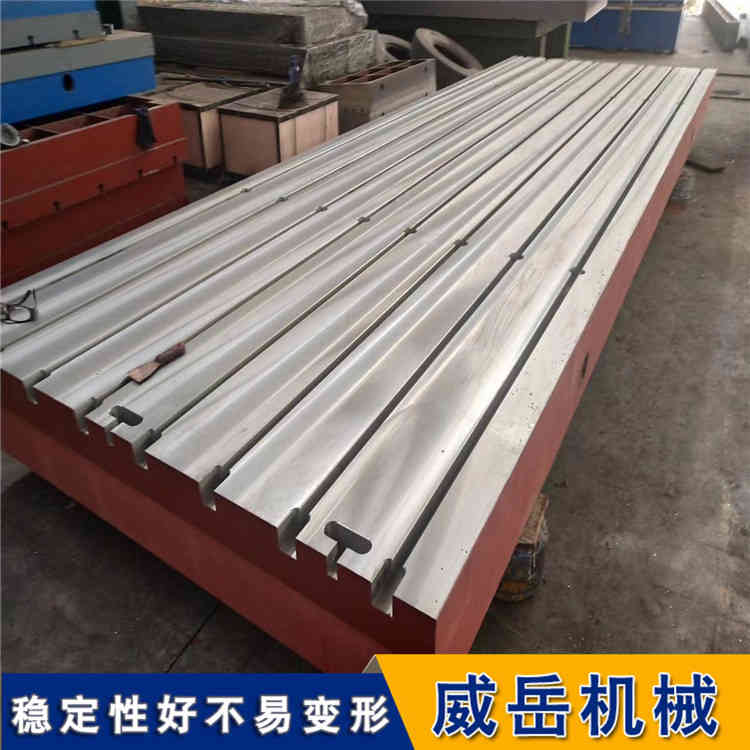
4、试验平台粘土砂湿砂造型工艺
多年的试验平台生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、高密度湿度造型工艺,将成为我国今后中、小型试验平台生产的重要发展趋势。
收缩率是试验平台产生缩孔或缩松的根本原因线收缩率是产生应力、变形、裂纹的根本原因。冒口—储存补缩用金属液的空腔。顺序凝固—铸件按照一定的次序逐渐凝固。
试验平台在凝固以后的继续冷过程中,其固态收缩受到阻碍,试验平台内部即将产生内应力。合金的线收缩受到铸型、型芯、浇冒系统的机械阻碍而形成的内应力。机械应力是暂时应力。热应力是由于机床铸件壁厚不均匀,各部分冷速度不同,以致在同一时期内试验平台各部分收缩不一致而引起的应力。
威岳机械谢女士15350773479
试验平台的基本保养:
1、为了防止试验平台发生的变形,在吊装地轨时,要用四根同样长度的钢丝绳同时挂住上得四个起重孔,平稳吊装在运输工具上。
2、将试验平台支承点垫好、垫平,保证每个支撑点受力均匀,保证整个平稳。
3、试验平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上
4、应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
5、试验平台按标准实行定期周检,检定周期根据具体情况可为6-12个月
6、安装时将地轨的各个支撑点用调整垫铁垫好、垫实,由技术人员将地轨调整至合格精度。
7、为了防止试验平台整体变形,使用完毕后,要将工件从地轨上拿下来,避免工件长时间对地轨重压造成的变形。
试验平台的用途介绍:提高型砂、芯砂的耐火度。经过试验平台机械加工后的床身铸件,涂漆前用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保去掉表面的油污和其他污物。浇注时不断流。粘砂在试验平台表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的试验平台型砂,致使机床铸件表面粗糙。
1、试验平台树脂砂造型造芯工艺
通过开发无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,广泛应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。树脂泛造型工艺的产品铸铁平板,铸铁方箱,弯板等。
2、水玻璃砂造型造芯工艺
研究水玻璃的净化及改性以提高其粘结性能,开发新型水玻璃砂旧砂回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁平板上的应用。
3、铸造试验平台涂料扩大和加强转移涂料、表面合金化涂料的应用领域和机理研究。
4、试验平台粘土砂湿砂造型工艺
多年的试验平台生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、高密度湿度造型工艺,将成为我国今后中、小型试验平台生产的重要发展趋势。
收缩率是试验平台产生缩孔或缩松的根本原因线收缩率是产生应力、变形、裂纹的根本原因。冒口—储存补缩用金属液的空腔。顺序凝固—铸件按照一定的次序逐渐凝固。
试验平台在凝固以后的继续冷过程中,其固态收缩受到阻碍,试验平台内部即将产生内应力。合金的线收缩受到铸型、型芯、浇冒系统的机械阻碍而形成的内应力。机械应力是暂时应力。热应力是由于机床铸件壁厚不均匀,各部分冷速度不同,以致在同一时期内试验平台各部分收缩不一致而引起的应力。
威岳机械谢女士15350773479