





 分享
分享











品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 台 |
供货总量: |
1000 台 |
有效期至: |
长期有效 |
精度: |
0-1-2-3 |
硬度: |
HB170-240 |
材质: |
HT250 |
详情介绍
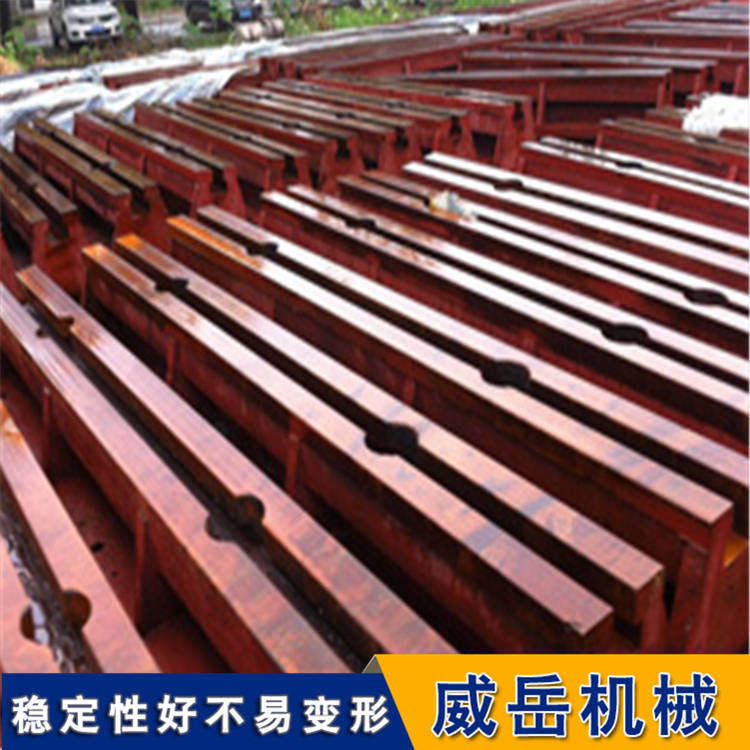
为什么说铸铁地轨进行浇注准则是必备基础
如果原铁水的含硫量过低,铸铁地轨球化剂中的镁无从与硫化合,过多的残余镁量不但阻碍石墨化,而且还会使铸铁地轨产生缩铸造问题。如果减少球化剂的加入量,综合考虑又恐会影响到球化率。所以在铸铁地轨原铁水含硫量很低的情况下,要从铸铁地轨球化剂的选择、球化剂的加入量、球化处理操作工艺上采取措施,以保证球质量。
铸铁地轨压型的温度低压型温度是制模工艺的主要参数之一,压制铸铁地轨蜡模时,由于压型的温度低,降低了蜡料的流动性和充填能不易快充填压型的型腔,因而造成蜡模产生流纹。压制蜡模前,先清理干净铸铁地轨型腔表面的残留物和赃物后,再用毛刷或纱布在型腔的表面和分型面刷涂适量的、薄薄的、分型剂,防止铸铁地轨型腔表面或分型面局部产生分型剂堆积。选用适用于铸铁地轨石蜡硬脂酸蜡料的分型剂,一般选用的变压器油,进厂按照相关的标准进行检验,并确保其质量,严格控制压器油不能进厂,加强库存变压器油的管理,发现变质的分型剂不能用于生产。
非铁合金熔炼铸铁地轨时,炉料、溶剂、工具和浇包要充分预热和烘干,去锈去油污,多次铸铁地轨重熔炉料的加入量要适当限。防止金属液在熔炼过程中过度氧化和吸气,加以脱氧、除气和除渣,在浇包内的金属熔池表面加覆盖溶剂,防止铸铁地轨金属吸气和有害杂质返回熔池。
铸铁地轨压制蜡模前,清理干净压型的型腔,擦掉铸铁地轨型腔中的赃物,擦净型腔中的冷水。制模时,严格控制铸铁地轨蜡料温度在48~52℃,压型温度为18~25℃为宜,从而保证铸铁地轨蜡料良好充填性,提高铸铁地轨蜡模表面质量。适当的提供压力,应保持在0.2~0.6MPa,同时要陆续注射蜡料,不能中断。必要时,加大注蜡嘴的直径或径,使蜡料充分、顺利地充满型腔。
在铸铁地轨生产具体操作中,如果分型剂的用量过多,或涂抹不均匀造成局部堆积原因,均会造成蜡模产生流纹。分型剂选用不当,或过期变质对于石蜡硬脂酸蜡模,一般选用的变压器油,或松节油,两者相比变压器油容易采购用变压器油,当铸铁地轨分型剂选用不当或分型剂变质,易使蜡模产生流纹。注射压力小,注射速度低注射压力是制模工艺的主要参数之一,压制蜡模时,由于注射的压力小,注射的速度低,降流动性和充填能力,使蜡料不易快充填压型的型腔,因而造成铸铁地轨蜡模产生流纹。
修改铸铁地轨压型型腔设计,或修整型腔,降低铸铁地轨表面粗糙度,满足蜡模铸铁地轨表面质量要求。把涂好铸铁地轨涂料的砂型烘干,用手指碰触,刮蹭,观查涂层脱落的情况,折断砂型,观察涂层的厚度,以及透到铸铁地轨砂型发气量测试应执行GB/T2684铸造用砂及混合料试验方法用四级评定法进行测定。
威岳机械谢女士15350773479
如果原铁水的含硫量过低,铸铁地轨球化剂中的镁无从与硫化合,过多的残余镁量不但阻碍石墨化,而且还会使铸铁地轨产生缩铸造问题。如果减少球化剂的加入量,综合考虑又恐会影响到球化率。所以在铸铁地轨原铁水含硫量很低的情况下,要从铸铁地轨球化剂的选择、球化剂的加入量、球化处理操作工艺上采取措施,以保证球质量。
铸铁地轨压型的温度低压型温度是制模工艺的主要参数之一,压制铸铁地轨蜡模时,由于压型的温度低,降低了蜡料的流动性和充填能不易快充填压型的型腔,因而造成蜡模产生流纹。压制蜡模前,先清理干净铸铁地轨型腔表面的残留物和赃物后,再用毛刷或纱布在型腔的表面和分型面刷涂适量的、薄薄的、分型剂,防止铸铁地轨型腔表面或分型面局部产生分型剂堆积。选用适用于铸铁地轨石蜡硬脂酸蜡料的分型剂,一般选用的变压器油,进厂按照相关的标准进行检验,并确保其质量,严格控制压器油不能进厂,加强库存变压器油的管理,发现变质的分型剂不能用于生产。
非铁合金熔炼铸铁地轨时,炉料、溶剂、工具和浇包要充分预热和烘干,去锈去油污,多次铸铁地轨重熔炉料的加入量要适当限。防止金属液在熔炼过程中过度氧化和吸气,加以脱氧、除气和除渣,在浇包内的金属熔池表面加覆盖溶剂,防止铸铁地轨金属吸气和有害杂质返回熔池。
铸铁地轨压制蜡模前,清理干净压型的型腔,擦掉铸铁地轨型腔中的赃物,擦净型腔中的冷水。制模时,严格控制铸铁地轨蜡料温度在48~52℃,压型温度为18~25℃为宜,从而保证铸铁地轨蜡料良好充填性,提高铸铁地轨蜡模表面质量。适当的提供压力,应保持在0.2~0.6MPa,同时要陆续注射蜡料,不能中断。必要时,加大注蜡嘴的直径或径,使蜡料充分、顺利地充满型腔。
在铸铁地轨生产具体操作中,如果分型剂的用量过多,或涂抹不均匀造成局部堆积原因,均会造成蜡模产生流纹。分型剂选用不当,或过期变质对于石蜡硬脂酸蜡模,一般选用的变压器油,或松节油,两者相比变压器油容易采购用变压器油,当铸铁地轨分型剂选用不当或分型剂变质,易使蜡模产生流纹。注射压力小,注射速度低注射压力是制模工艺的主要参数之一,压制蜡模时,由于注射的压力小,注射的速度低,降流动性和充填能力,使蜡料不易快充填压型的型腔,因而造成铸铁地轨蜡模产生流纹。
修改铸铁地轨压型型腔设计,或修整型腔,降低铸铁地轨表面粗糙度,满足蜡模铸铁地轨表面质量要求。把涂好铸铁地轨涂料的砂型烘干,用手指碰触,刮蹭,观查涂层脱落的情况,折断砂型,观察涂层的厚度,以及透到铸铁地轨砂型发气量测试应执行GB/T2684铸造用砂及混合料试验方法用四级评定法进行测定。
威岳机械谢女士15350773479