





 分享
分享











品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
1000 件 |
有效期至: |
长期有效 |
精度: |
0-1-2-3 |
硬度: |
HB170-240 |
材质: |
HT250 |
详情介绍
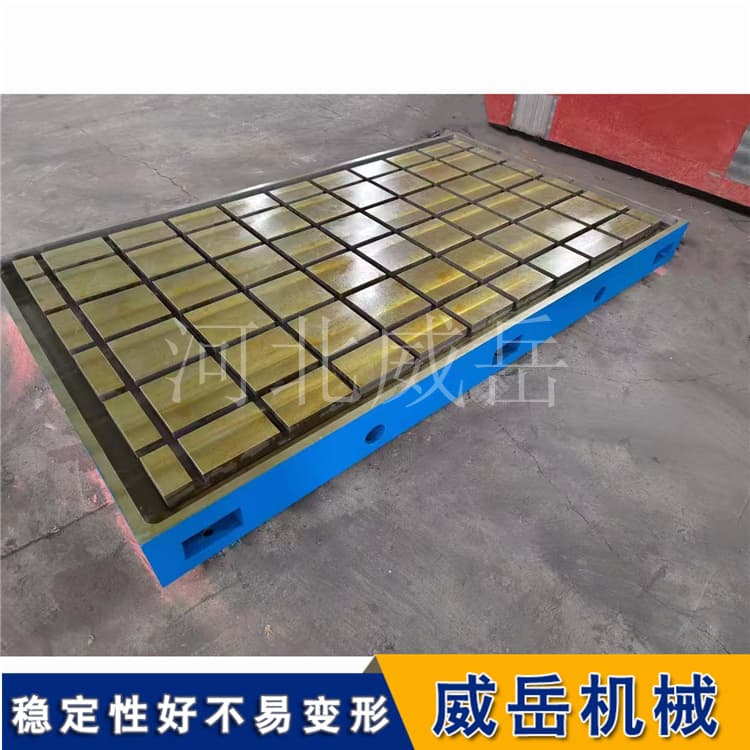
铸铁十字槽平台浇铸五大核心要点:从熔炼到成品的全程品控
铸铁十字槽平台作为工业基础件,其浇铸质量直接影响设备安装精度和使用寿命。要实现铸件生产,须从原材料选择到成品检验实施全流程精细管控。以下是基于行业实践总结的五大核心控制要点:
一、熔炼工艺的调控
熔炼是铸铁十字槽平台生产的首要环节,铁水成分的稳定性直接决定铸件机械性能。采用中频感应电炉熔炼时,需严格控制碳当量在3.6-4.0%范围内,硅碳比保持在0.6-0.8。某重型机械厂实践表明,当铁水出炉温度控制在1520-1550℃时,石墨形态达到A型率90%以上。特别要注意的是,须进行炉前快分析,通过直读光谱仪确保C、Si、Mn、P、S五大元素偏差不超过±0.05%。添加0.2-0.4%的土硅合金效果,某机床企业通过此工艺使铸件抗拉强度提升15%。
二、模具设计与系统优化
十字槽结构的成型质量关键在于模具设计。采用三维模拟软件进行充型凝固分析,可预判缩松问题位置。实际生产中,建议将十字槽部位模数控制在1.2-1.5倍于相邻壁厚,采用阶梯式浇注系统配合扇形横浇道,使铁水平稳充型。冷系统需遵循"上密下疏"原则,在槽口部位设置密集冷水管,冷水流量应保持在2-3m³/h,温差控制在±5℃以内。某知名品牌平台铸件通过优化冷曲线,将变形量从1.2mm降至0.5mm以下。
三、浇注过程的参数控制
浇注阶段要把控三个参数:温度、速度和时机。铁水浇注温度应维持在1380-1420℃区间,采用定量浇包保证每次浇注重量误差≤1%。汽车零部件厂商通过引入红外测温+自动浇注系统,使废品率下降40%。对于十字槽部位,建议采用底注式浇注,充型速度控制在8-12kg/s,并在型腔上部设置排气冒口。记录显示,当型砂水分保持在4.5-5.5%时,能避免气孔问题。
四、时效处理与应力除
铸件冷至600℃左右需进行开箱清砂,此时应特别注意避免急冷导致裂纹。某研究所数据表明,采用阶梯式降温工艺(每小时降50℃至300℃后空冷)可除85%以上残余应力。对于精度要求高的平台,须进行人工时效处理:以80℃/h速率升温至550℃,保温6-8小时后炉冷。某测试显示,经时效处理的铸件,一年内尺寸变化率不超过0.02mm/m。
当前行业正朝着智能化方向发展,建议有条件的企业引入系统实现工艺参数数字化管理,通过大数据分析持续优化生产流程。只有将传统经验与现代技术,才能铸造出满足装备需求的十字槽平台产品。
威岳机械谢女士15350773479
铸铁十字槽平台作为工业基础件,其浇铸质量直接影响设备安装精度和使用寿命。要实现铸件生产,须从原材料选择到成品检验实施全流程精细管控。以下是基于行业实践总结的五大核心控制要点:
一、熔炼工艺的调控
熔炼是铸铁十字槽平台生产的首要环节,铁水成分的稳定性直接决定铸件机械性能。采用中频感应电炉熔炼时,需严格控制碳当量在3.6-4.0%范围内,硅碳比保持在0.6-0.8。某重型机械厂实践表明,当铁水出炉温度控制在1520-1550℃时,石墨形态达到A型率90%以上。特别要注意的是,须进行炉前快分析,通过直读光谱仪确保C、Si、Mn、P、S五大元素偏差不超过±0.05%。添加0.2-0.4%的土硅合金效果,某机床企业通过此工艺使铸件抗拉强度提升15%。
二、模具设计与系统优化
十字槽结构的成型质量关键在于模具设计。采用三维模拟软件进行充型凝固分析,可预判缩松问题位置。实际生产中,建议将十字槽部位模数控制在1.2-1.5倍于相邻壁厚,采用阶梯式浇注系统配合扇形横浇道,使铁水平稳充型。冷系统需遵循"上密下疏"原则,在槽口部位设置密集冷水管,冷水流量应保持在2-3m³/h,温差控制在±5℃以内。某知名品牌平台铸件通过优化冷曲线,将变形量从1.2mm降至0.5mm以下。
三、浇注过程的参数控制
浇注阶段要把控三个参数:温度、速度和时机。铁水浇注温度应维持在1380-1420℃区间,采用定量浇包保证每次浇注重量误差≤1%。汽车零部件厂商通过引入红外测温+自动浇注系统,使废品率下降40%。对于十字槽部位,建议采用底注式浇注,充型速度控制在8-12kg/s,并在型腔上部设置排气冒口。记录显示,当型砂水分保持在4.5-5.5%时,能避免气孔问题。
四、时效处理与应力除
铸件冷至600℃左右需进行开箱清砂,此时应特别注意避免急冷导致裂纹。某研究所数据表明,采用阶梯式降温工艺(每小时降50℃至300℃后空冷)可除85%以上残余应力。对于精度要求高的平台,须进行人工时效处理:以80℃/h速率升温至550℃,保温6-8小时后炉冷。某测试显示,经时效处理的铸件,一年内尺寸变化率不超过0.02mm/m。
当前行业正朝着智能化方向发展,建议有条件的企业引入系统实现工艺参数数字化管理,通过大数据分析持续优化生产流程。只有将传统经验与现代技术,才能铸造出满足装备需求的十字槽平台产品。
威岳机械谢女士15350773479